
- វ៉ុលដែលបានវាយតម្លៃ៖ AC220V50/60Hz
- ទំងន់សុទ្ធរបស់ម៉ាស៊ីន: 68kg 50kg
- ថាមពលអតិបរមា: 1800W
- វិធីសាស្ត្រត្រជាក់៖ ខ្យល់ត្រជាក់/ទឹក វិធីធ្វើឱ្យត្រជាក់ទ្វេ
- អង្កត់ផ្ចិតនៃការផ្សាភ្ជាប់: φ15-75mm 15MM-45MM 30MM-60MM
- កម្ពស់ដប: 20-180mm
- វិធីសាស្រ្តការងារ៖ បន្តធ្វើការ
- វិសាលភាពកម្មវិធី៖ បំណះធំនៃផលិតកម្ម
- ល្បឿននៃការផ្សាភ្ជាប់: 0-200 ដប / នាទី។
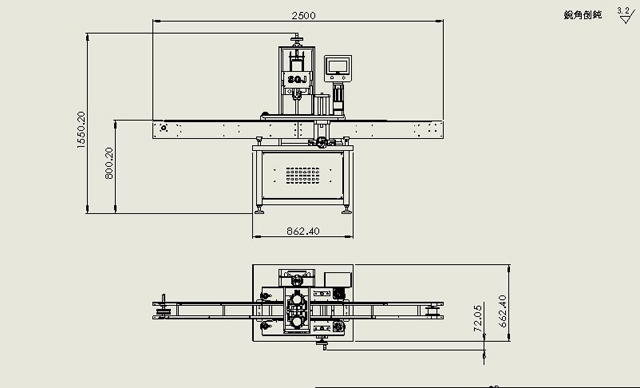
- វិមាត្រវេចខ្ចប់: 1600 * 450 * 1500mm
- ទំហំម៉ាស៊ីន: 1450 * 410 * 1300 មម
បន្ទាត់រួមទាំងម៉ាស៊ីនសំខាន់ពីរដូចជាម៉ាស៊ីនផ្សាភ្ជាប់ induction & inline capping machine;
ម៉ាស៊ីនគឺសមរម្យសម្រាប់ដបវេជ្ជសាស្ត្របិទជិត ដែលត្រូវបានប្រើក្នុងការប្រើប្រាស់មន្ទីរពិសោធន៍ភ្នាក់ងារវិភាគ។ ខ្សែទាំងមូលអាចត្រូវបានបំពាក់ដោយឧបករណ៍ជំនួយដូចជា តុដាក់ដប ឬមុខងារសរសេរកូដជាបាច់។

ខាងក្រោមនេះគឺជាទិន្នន័យមូលដ្ឋានសម្រាប់ម៉ាស៊ីនរៀងៗខ្លួន៖
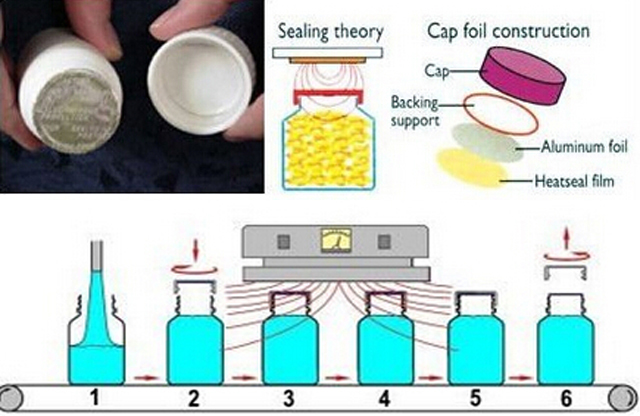
ការផ្សាភ្ជាប់ induction ឬគេស្គាល់ថាជា cap sealing គឺជាវិធីសាស្រ្តមិនទាក់ទងនៃការកំដៅត្រាខាងក្នុងដើម្បីបិទភ្ជាប់ hermetically ផ្នែកខាងលើនៃធុងប្លាស្ទិក និងកញ្ចក់។ ដំណើរការផ្សាភ្ជាប់នេះធ្វើឡើងបន្ទាប់ពីធុងត្រូវបានបំពេញ និងបិទជិត។
បច្ចេកវិទ្យានៃការផ្សាភ្ជាប់ចរន្តអេឡិចត្រូម៉ាញ៉េទិចជាមួយនឹងសមា្ភារៈផ្សំគឺជាវិធីសាស្ត្រផ្សាភ្ជាប់កម្រិតខ្ពស់ដែលត្រូវបានទទួលស្គាល់ដោយពិភពលោកនាពេលបច្ចុប្បន្ន ហើយលក្ខណៈនៃកំដៅមិនប៉ះគឺសមរម្យសម្រាប់ការផ្សាភ្ជាប់ដបប្លាស្ទិក (PP, PVC, PET, ABS, HDPE, PS និង DURACON) ដបកែវ និងទុយោផ្លាស្ទិចសមាសធាតុផ្សេងៗ ដូច្នេះបច្ចុប្បន្នវាគឺជាបច្ចេកវិជ្ជាទំនើបបំផុតសម្រាប់ការផ្សាភ្ជាប់ដបសម្រាប់ឧស្សាហកម្មដូចជា ឱសថស្ថាន អាហារ ខាញ់ គីមីវិទ្យាប្រចាំថ្ងៃ គីមីវិទ្យាក្នុងស្រុក និងគីមីវិទ្យាកសិកម្ម។
គោលការណ៍ការងារ និងរបៀបដែលវាដំណើរការ

ការបិទត្រូវបានផ្គត់ផ្គង់ទៅឱ្យធុងដបជាមួយនឹងស្រទាប់ក្រដាសអាលុយមីញ៉ូមដែលបានបញ្ចូលរួចហើយ។ ទោះបីជាមានស្រទាប់ផ្សេងៗសម្រាប់ជ្រើសរើសក៏ដោយ ស្រទាប់អាំងឌុចទ័រធម្មតាមានច្រើនស្រទាប់។ ស្រទាប់ខាងលើគឺជាស្រទាប់ក្រដាសដែលជាទូទៅត្រូវបានស្អិតជាប់ជាមួយនឹងមួក។ ស្រទាប់បន្ទាប់គឺ wax ដែលត្រូវបានប្រើដើម្បីភ្ជាប់ស្រទាប់នៃ foil អាលុយមីញ៉ូមទៅនឹង pulp ។ ស្រទាប់ខាងក្រោមគឺជាខ្សែភាពយន្តប៉ូលីម៊ែរដែលត្រូវបានដាក់នៅលើ foil ។ បនា្ទាប់ពីបនា្ទាប់ពីការបិទឬគម្របត្រូវបានអនុវត្ត ធុងឆ្លងកាត់នៅក្រោមឧបករណ៏អាំងឌុចស្យុងដែលបញ្ចេញវាលអេឡិចត្រូម៉ាញ៉េទិច។ នៅពេលដែលកុងតឺន័រឆ្លងកាត់ក្រោមឧបករណ៏អាំងឌុចស្យុង (ក្បាលផ្សាភ្ជាប់) ស្រទាប់អាលុយមីញ៉ូមដែលមានចរន្តអគ្គិសនីចាប់ផ្តើមឡើងកំដៅដោយសារតែចរន្តច្របូកច្របល់។ កំដៅរលាយ wax ដែលត្រូវបានស្រូបចូលទៅក្នុង pulp backing និងបញ្ចេញ foil ពីមួក។ ខ្សែភាពយន្តប៉ូលីមែរក៏កំដៅនិងហូរទៅលើបបូរមាត់ធុង។ នៅពេលដែលត្រជាក់ វត្ថុធាតុ polymer បង្កើតចំណងជាមួយធុង ដែលជាលទ្ធផលផលិតផលបិទជិត hermetically ។ ទាំងកុងតឺន័រ និងមាតិការបស់វាមិនត្រូវបានប៉ះពាល់អវិជ្ជមានឡើយ។ កំដៅដែលបានបង្កើតមិនប៉ះពាល់ដល់មាតិកា។
វាអាចធ្វើទៅបានដើម្បីកំដៅ foil ដែលបណ្តាលឱ្យខូចខាតដល់ស្រទាប់ត្រានិងរបាំងការពារណាមួយ។ នេះអាចបណ្តាលឱ្យមានការផ្សាភ្ជាប់មានកំហុស សូម្បីតែប៉ុន្មានសប្តាហ៍បន្ទាប់ពីការផ្សាភ្ជាប់ដំបូង ដូច្នេះទំហំត្រឹមត្រូវនៃការផ្សាភ្ជាប់ induction គឺមានសារៈសំខាន់ដើម្បីកំណត់ប្រព័ន្ធពិតប្រាកដដែលចាំបាច់សម្រាប់ដំណើរការផលិតផលជាក់លាក់ណាមួយ។
ការផ្សាភ្ជាប់អាចត្រូវបានធ្វើដោយប្រើឧបករណ៍កាន់ដោយដៃឬនៅលើប្រព័ន្ធ conveyor ។
ការអភិវឌ្ឍន៍ថ្មីៗបន្ថែមទៀត (ដែលសាកសមនឹងកម្មវិធីមួយចំនួនកាន់តែល្អ) អនុញ្ញាតឱ្យមានការផ្សាភ្ជាប់ induction ដែលត្រូវប្រើដើម្បីដាក់ foil seal ទៅនឹងធុងដោយមិនចាំបាច់បិទ។ ក្នុងករណីនេះ foil ត្រូវបានផ្គត់ផ្គង់មុនកាត់ឬនៅក្នុង reel មួយ។ កន្លែងណាដែលផ្គត់ផ្គង់ក្នុងប្រអប់ វាត្រូវបានកាត់ផ្តាច់ និងផ្ទេរទៅលើកកុងតឺន័រ។ នៅពេលដែល foil ស្ថិតនៅនឹងកន្លែង វាត្រូវបានសង្កត់ដោយក្បាលត្រា វដ្តនៃការបញ្ចូលត្រូវបានធ្វើឱ្យសកម្ម ហើយត្រាត្រូវបានភ្ជាប់ទៅនឹងធុង។ ដំណើរការនេះត្រូវបានគេស្គាល់ថាជាកម្មវិធីផ្ទាល់។
គំនូរ
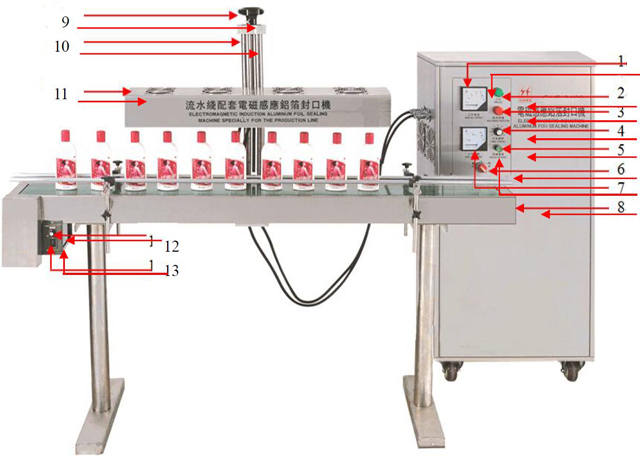
- Ammeter៖ បង្ហាញស្ថានភាពបច្ចុប្បន្នកំឡុងពេលប្រតិបត្តិការរបស់ម៉ាស៊ីនទាំងមូល។
- សូចនាករការងារ៖ បង្ហាញស្ថានភាពការងារពិសេស
- សូចនាករ Overcurrent៖ បង្ហាញស្ថានភាពការងារមិនប្រក្រតី។
- ការគ្រប់គ្រងថាមពល៖ ឧបករណ៍បញ្ជាថាមពល។
- កំណត់ការការពារឡើងវិញ៖ ស្ដារស្ថានភាពការងារធម្មតា។
- កុងតាក់ថាមពល៖ គ្រប់គ្រងថាមពលរបស់ម៉ាស៊ីនទាំងមូល។
- Voltmeter: បង្ហាញស្ថានភាពវ៉ុលកំឡុងពេលប្រតិបត្តិការរបស់ម៉ាស៊ីនទាំងមូល។
- Conveyor : ការបញ្ចូនដប។
- កង់ដៃ៖ ការកែតម្រូវសម្រាប់ទំហំកម្ពស់ដបផ្សេងៗគ្នា។
- ធ្នើរលើក៖ វាប្រើសម្រាប់ជួសជុល និងឡើង ឬធ្លាក់កម្ពស់ និងមុខងារទាបនៃក្បាលផ្សាភ្ជាប់។
- ក្បាលផ្សាភ្ជាប់៖ កំដៅ និងបិទក្រដាសអាលុយមីញ៉ូមនៅក្នុងគម្របដប។
- ល្បឿននៃការលៃតម្រូវ៖ ល្បឿនលៃតម្រូវនៃប៊ូតុងប្រតិបត្តិការខ្សែក្រវ៉ាត់។
- កុងតាក់ចាប់ផ្តើម៖ កុងតាក់ត្រួតពិនិត្យកុងតាក់។

- វ៉ុលដែលបានវាយតម្លៃ៖ AC220V50/60Hz
- ទំងន់សុទ្ធរបស់ម៉ាស៊ីន: 68kg 50kg
- ថាមពលអតិបរមា: 1800W
- វិធីសាស្ត្រត្រជាក់៖ ខ្យល់ត្រជាក់/ទឹក វិធីធ្វើឱ្យត្រជាក់ទ្វេ
- អង្កត់ផ្ចិតនៃការផ្សាភ្ជាប់: φ15-75mm 15MM-45MM 30MM-60MM
- កម្ពស់ដប: 20-180mm
- វិធីសាស្រ្តការងារ៖ បន្តធ្វើការ
- វិសាលភាពកម្មវិធី៖ បំណះធំនៃផលិតកម្ម
- ល្បឿននៃការផ្សាភ្ជាប់: 0-200 ដប / នាទី។
- វិមាត្រវេចខ្ចប់: 1600 * 450 * 1500mm
- ទំហំម៉ាស៊ីន: 1450 * 410 * 1300 មម
ប្រើវិធីសាស្រ្តនៅលើម៉ាស៊ីនផ្សាភ្ជាប់ induction

- ការលៃតម្រូវទំហំកម្ពស់ដប៖ ដាក់ដបនៅក្រោម "ក្បាលផ្សាភ្ជាប់" លៃតម្រូវ "កង់ដៃ" ត្រូវប្រាកដថាចំងាយរវាងបាត "ក្បាលផ្សាភ្ជាប់" និងមុខគម្របដបប្រហែល 1-3 មីលីម៉ែត្រ បង្វែរ "ប៊ូតុងចាប់ផ្តើម" ទៅ "បើក" ដើម្បីឱ្យខ្សែក្រវាត់បញ្ជូនចាប់ផ្តើមដំណើរការ ហើយឱ្យដបឆ្លងកាត់ខ្សែក្រវ៉ាត់ ដើម្បីពិនិត្យមើលថាតើវាប៉ះក្បាលផ្សាភ្ជាប់ឬអត់។ ចម្ងាយតូចបំផុតដោយគ្មានការលំបាកគឺល្អបំផុត។
- លៃតម្រូវល្បឿននៃខ្សែក្រវ៉ាត់ conveyor ជាមួយនឹង "ការត្រួតពិនិត្យល្បឿន" ។ ការផ្សាភ្ជាប់បន្ទះអាលុយមីញ៉ូមគឺទាក់ទងទៅនឹងល្បឿនខ្សែក្រវ៉ាត់និងថាមពល។ ដាក់ដបមួយចំនួននៅលើខ្សែក្រវ៉ាត់ បើក "កុងតាក់ថាមពល" ហើយធ្វើការសាកល្បងការផ្សាភ្ជាប់។ ប្រតិបត្តិការចាប់ផ្តើមជាផ្លូវការ នៅពេលដែលដបត្រូវបានផ្សាភ្ជាប់យ៉ាងរឹងមាំ។
- រង់ចាំការចាប់ផ្ដើមទន់នៅពេលចាប់ផ្ដើមខ្សែ ហើយចាប់ផ្តើមការផ្សាភ្ជាប់ 30 វិនាទីក្រោយមក នៅពេលដែលបន្ទាប់ពី ammeter បង្ហាញ 3.2A ។
- បិទ "បិទបើក" និង "បិទបើក" នៅក្នុងម៉ាស៊ីន។
ម៉ាស៊ីនបំពងខាងក្នុង៖
- សមត្ថភាពផលិត: 40-60 Caps / នាទី។
- ទំហំមួក: 10-50/35-140mm
- អង្កត់ផ្ចិតដប: 35-140mm
- កម្ពស់ដប៖ ៣៨-៣០០ ម។
- ទំហំ (L × W × H): 1000 × 800 × 1200 មម
- ទំងន់: 350 គីឡូក្រាម
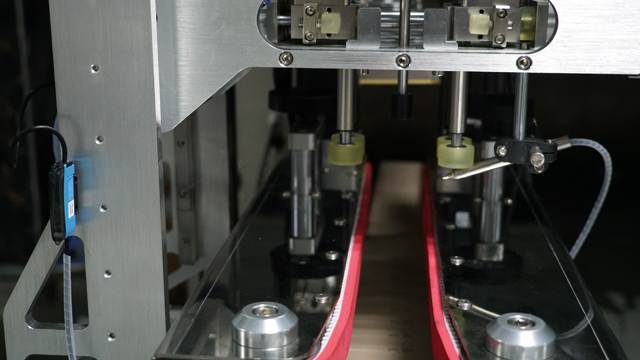
គំនូរនៃម៉ាស៊ីន Capping ខាងក្នុង
| 1 | ដប | 2 | ជួសជុលដប |
| 3 | ចំណុចទាញសម្រាប់កែតម្រូវទីតាំង | 4 | រ៉កកកិត |
| 5 | ម៉ូឌុលទីតាំងដាច់សរសៃឈាមខួរក្បាល | 6 | មួកចុចស៊ីឡាំង |
| 7 | ចំណុចទាញសម្រាប់ទីតាំង | 8 | ម៉ូឌុលកែសំរួល Capping |
| 9 | គម្របស៊ីឡាំង | 10 | ម៉ូទ័រ Capping |
| 11 | ប្រអប់ត្រួតពិនិត្យ | 12 | កង់ដៃ |
ការលៃតម្រូវ Capping ពី A ដល់ Z

ការលៃតម្រូវការកែតម្រូវដប
1. ដោះដៃ (3)
2. ដាក់ដបដែលបានជួសជុលជាមុន (1)
3. គ្រាប់ភ្នែកប្រសិនបើកណ្តាលមួកគឺស្របគ្នាជាមួយស៊ីឡាំង (9) កណ្តាល; ពេលដំណាលគ្នាជួសជុលចំណុចទាញ (3)
ការលៃតម្រូវកម្ពស់ Capping ﹒
1. ដោះដៃ (7)
2. លៃតម្រូវចំណុចទាញ (12) ដើម្បីធ្វើឱ្យកង់កកិត capping (4) ចម្ងាយខាងក្រោមនៅ 2mm ទៅបាតមួក, ជួសជុលចំណុចទាញ (7)
ការកែតម្រូវចន្លោះការកកិត Capping៖

1. បិទប្រភពខ្យល់
2. ដាក់មួកជួសជុលរវាងកង់កកិត (4)
3. ចូលទៅជិតមួកដោយរំកិលកង់កកិត (4) ដើម្បីកែតម្រូវម៉ូឌុលដាច់សរសៃឈាមខួរក្បាល (5) វីស (ភាគីទាំងសងខាងគួរតែស៊ីមេទ្រីដោយការវាស់ត្របកភ្នែក)។ fas ខាងស្តាំគួរតែមានពី 2mm ទៅ 3mm សម្រាប់ផ្នែកនីមួយៗ;
ការលៃតម្រូវកម្ពស់ស៊ីឡាំង Capping (យោងទៅតាមគំរូ Caps)
1. បន្ធូរវីស (8) ធ្វើឱ្យស៊ីឡាំង capping (9) protrude;
2. ទុកចំងាយ 1mm-2mm ពីគ្រាប់ capping ទៅកំពូលនៃមួក
3. រឹតបន្តឹងវីស (8)
ការលៃតម្រូវល្បឿនស៊ីឡាំង Capping
1. ភ្ជាប់ថាមពលផ្គត់ផ្គង់ និងប្រភពខ្យល់ ដើម្បីកែតម្រូវការកំណត់សម្ពាធសម្រាប់សម្ពាធខ្យល់ (ស្តង់ដារ 0.74mpa-0.6Mpa)
2. កែតម្រូវពេលវេលា capping និងចន្លោះពេល capping (ស្តង់ដារ 1s ដល់ 1.5s) ជ្រើសរើសស្ថានភាពដូច Manual ចង្អុលឈ្នាន់ switch ដើម្បីកែតម្រូវល្បឿន pneumatic wheel កកិតឆ្វេងស្តាំ ទីបំផុតវាគួរតែធ្វើអោយល្បឿនទាំងពីរក្នុងល្បឿនស្មើគ្នា។ ;
3. លៃតម្រូវល្បឿនស៊ីឡាំង capping ។
ការធ្វើតេស្តដំណើរការម៉ាស៊ីន
1. យកផលិតផលមួយចេញសម្រាប់ដំណើរការសាកល្បងនៃការបិទភ្ជាប់; ជួសជុល capper ឡើងវិញដោយយោងទៅតាមឥទ្ធិពលនៃការបិទភ្ជាប់;
2. លៃតម្រូវកម្លាំងបង្វិលតាមកម្លាំងបង្វិល។
គំរូដបសម្រាប់ការផ្សាភ្ជាប់

អ្នកអាចចូលចិត្ត
 ដបស្រាក្រហម កញ្ចក់ដោយស្វ័យប្រវត្តិ លីនេអ៊ែរ ចាក់បំពេញខ្សែបន្ទាត់
ដបស្រាក្រហម កញ្ចក់ដោយស្វ័យប្រវត្តិ លីនេអ៊ែរ ចាក់បំពេញខ្សែបន្ទាត់- ម៉ាស៊ីនដាក់ស្លាកសឺរាុំងពាក់កណ្តាលស្វ័យប្រវត្តិសម្រាប់ឧស្សាហកម្មឱសថ
- ឧបករណ៍ផ្សាភ្ជាប់អាលុយមីញ៉ូម Foil Induction Sealer ដោយស្វ័យប្រវត្តិ
- ថ្នាំសំលាប់សត្វល្អិត ជីរាវដោយស្វ័យប្រវត្តិ បំពេញស្លាកស្លាកសញ្ញា
- ពាងកែវ គ្រឿងម៉ាស៊ីនបូមធូលីពាក់កណ្តាលស្វ័យប្រវត្តិ ឧបករណ៍បិទជិតអាហារ
- ពាក់កណ្តាលស្វ័យប្រវត្តិ ក្រដាសកាវត្រជាក់ ដប ដប ម៉ាស៊ីនដាក់ស្លាក
- ម៉ាស៊ីនបំពេញ និងផ្សាភ្ជាប់បំពង់សម្រាប់បំពង់ប្លាស្ទិក
- ធុងអាលុយមីញ៉ូ ងាយស្រួលបើកដោយស្វ័យប្រវត្តិ អាចផ្សាភ្ជាប់ម៉ាស៊ីន
- Fully Pneumatic Double Heads 1 Gallon Flammable Liquid Filling Machine
- 4 ក្បាល Servo Olive Oil Piston Filling ROPP Metal Caps Machine









